理化学研究所(理研)光量子工学研究センター 先端レーザー加工研究チームの杉岡 幸次 チームディレクター、光励起デジタルツイン理研ECL研究チームの谷 峻太郎 理研ECL研究チームリーダー、株式会社エンプラス研究所 研究部 次世代技術研究室の宮原 勇兵 研究員(理研 光量子工学研究センター 先端レーザー加工研究チーム 客員技師)、栁沼 涼祐 研究員(同チーム 客員技師)、同生産技術研究室の岡田 俊範 グループ責任者の共同研究グループは、ガラスに超高アスペクト比[1]かつ高品質な微細貫通穴を世界最高速度で形成する技術を開発しました。
本研究成果は、チップレット[2]や3次元実装[3]などの先端半導体デバイス製造において、日本が主導的役割を果たすための基盤技術として期待されます。
近年、大規模集積回路を複数の小型チップに分割し、統合するチップレット技術が注目されており、チップを高密度に接続するインターポーザ[4]が重要な役割を担います。次世代半導体デバイスではガラスインターポーザが有力視されており、その実現にはガラス基板への高アスペクト比かつ高品質な微細貫通穴の高速形成技術が不可欠です。
今回、共同研究グループは、新しい発振方式であるGHzバーストモード超短パルスレーザー[5]をベッセルビーム[6]に整形したGHzバーストモード超短ベッセルパルスにより、厚さ1.1mmのガラス基板に対して、穴径(あなけい:穴の直径)1.1マイクロメートル(μm、1μmは100万分の1メートル)、アスペクト比1,000の貫通穴を、従来の2万倍以上速い1ナノ秒(1ナノ秒は10億分の1秒)以下で形成することに成功しました。
本研究は、レーザー精密微細加工に関する国際シンポジウム「LPM 2026」(米国サウスカロライナ州)の招待講演で発表されました(6月9日:日本時間6月10日)。
GHzバーストモード超短ベッセルパルスによるガラス貫通穴形成とエッチングによる穴径制御
背景
近年、半導体性能の向上においては微細化の限界が意識される中、複数のチップを高密度に統合するチップレット技術や3次元実装技術が急速に注目を集めています。これらの技術は、異なる機能を持つ半導体チップを最適に組み合わせることで、高性能化・低消費電力化・開発効率の向上を同時に実現できる点が大きな特長です。
こうした先端実装技術において中核的な役割を果たすのがインターポーザです。インターポーザは複数のチップを高密度かつ高速に接続する基板であり、その信号伝送特性や熱特性、寸法安定性がシステム全体の性能を大きく左右します。そのため、従来のシリコンや有機材料に置き換わる、より高い性能を実現できる新たな材料の開発が求められています。
このような中、次世代インターポーザ材料としてガラスが有力視されています。ガラスは、低誘電損失[7]による優れた高周波特性、極めて高い平坦性、低い熱膨張係数による寸法安定性などを兼ね備えており、大規模・高密度実装に適した材料です。しかしながら、ガラスインターポーザの実用化には、微細かつ高アスペクト比の貫通孔電極(TGV: Through-Glass Via)を高精度・高速で形成する加工技術が不可欠です。
現在、ガラスの穴開け加工にはレーザー加工や機械加工などの手法が用いられていますが、現状は毎秒数百穴程度という加工速度の制約、クラック(亀裂)やチッピング(欠け)の発生、加工品質のばらつき、さらにはコスト面での課題が指摘されています。特に、次世代パッケージに求められる微細・高密度な貫通穴形成においては、従来技術では生産性と品質の両立が難しく、新たな加工技術の確立が強く求められています。
研究手法と成果
共同研究グループは、波長1,030ナノメートル(nm、1nmは10億分の1メートル)で205ピコ秒(1ピコ秒は1兆分の1秒)の時間間隔のパルス列によって構成されるGHzバーストモード超短パルスレーザーを用いて、ガラスの穴開け加工を行いました。さらに、レーザー光を、円錐形状のアキシコンレンズ[8]を用いてベッセルビームに成形しました。5パルスから成るバーストパルス(図1(a))を1ショット(発)、厚さ1.1mmのホウケイ酸ガラスに照射した結果、穴径1.1μm、アスペクト比1,000のテーパ(先細り)形状のない貫通穴を形成することに成功しました(図1(b))。形成された貫通穴周辺にはクラックなどの損傷も観察されず、高品質な加工が実現されています。レーザー照射時間に相当するバーストパルスの幅は1ナノ秒以下であり、世界最高速で貫通穴を形成することができます。
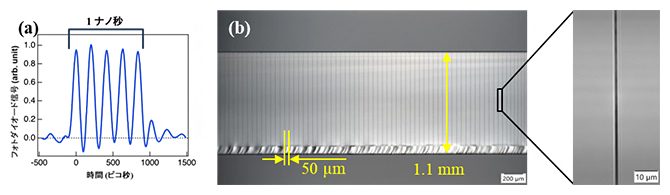
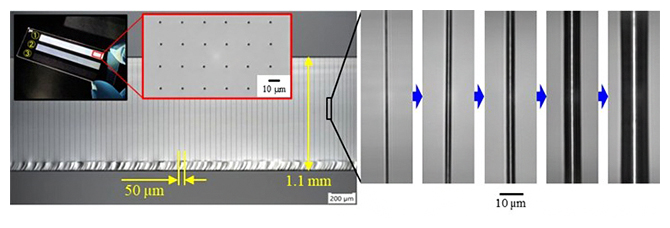
図1 GHzバーストモード超短ベッセルパルスによるガラス貫通穴超高速形成
(a)GHzバーストパルスの波形。バーストパルス内のパルス列の間隔は205ピコ秒であり、バーストパルスの幅は1ナノ秒以下。縦軸のarb. unitは、任意単位。ここでは最大の強度で規格化している。(b)GHzバーストモード超短ベッセルパルスの1ショット(発)で形成したガラス貫通穴アレイの光学顕微鏡写真。ガラス基板を高速で走査することで、50μm間隔で多数の穴を開けている。右は貫通穴の一部の拡大図。エタノールに浸すと、エタノールが穴に浸透し、貫通穴が形成されていることが分かる。
この動画にはナレーションはありません
微細な半導体チップの高密度実装において、インターポーザにおける穴径制御は非常に重要です。最新のTGV技術では、数μm~数百μmの範囲において高い精度で穴径を制御することが要求されます。貫通穴を形成したガラス基板に対して、ガラスを溶かす性質のある水酸化ナトリウム溶液を用いてエッチング(腐食)を行うことにより、穴径を1.1μmから拡大することができます(図2(a))。穴径はエッチング時間に対して線形に増加するため、エッチング時間の調整により望みの穴径の貫通穴を形成することができます(図2(b))。またガラス基板の表面、裏面、中心部における穴径は同じであり、エッチングを行っても、テーパ形状のない貫通穴を形成することができます。
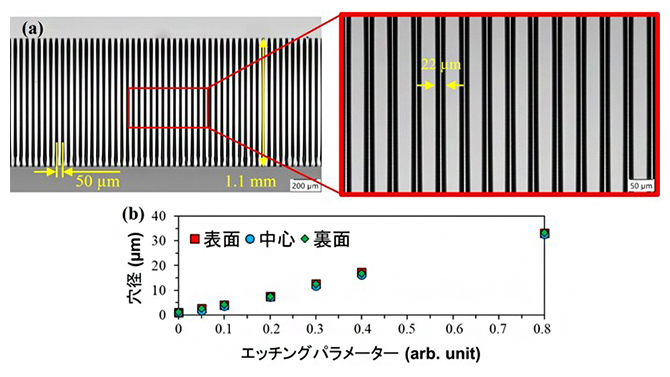
図2 水酸化ナトリウム溶液を用いたエッチングによる穴径制御
(a)ガラス貫通穴形成後、水酸化ナトリウム溶液を用いてエッチングを行った貫通穴アレイの断面の光学顕微鏡写真。右はエッチングを行った貫通穴の一部の拡大写真。(b)穴径のエッチング時間依存性。横軸は、時間や濃度等のエッチングを行うためのパラメータ。縦軸は、形成された貫通穴の穴径。
形成した貫通穴の品質を評価するため、水酸化ナトリウム溶液でエッチングを行った試料を貫通穴に沿って切断し、レーザー顕微鏡を用いて観察を行いました(図3)。貫通穴壁面の平均表面粗さは0.072μmであり、極めて平坦であることが確認できました。
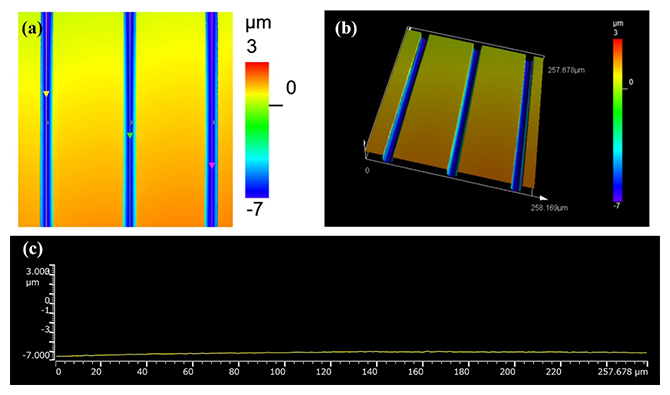
図3 形成した貫通穴の品質評価
(a)2次元レーザー顕微鏡像。(b)3次元レーザー顕微鏡像。(c)穴壁面の深さ方向に対する表面形状プロファイル。横軸は、穴底面の任意の位置から(a)の矢印の線に沿った距離。縦軸は、穴の深さ。
次世代半導体パッケージの量産化においては、高速でTGVを形成するのが非常に重要な要素であり、毎秒数千穴以上の加工速度が要求されます。多数の穴を高速で加工するには、レーザー光を高速で走査する必要があります。1穴を開けるのに要するレーザー照射時間が1マイクロ秒(1マイクロ秒は100万分の1秒)であった場合、毎秒1mでレーザー光を走査(あるいはガラス基板を移動)すると、レーザー照射が完了するまでにレーザー照射位置が1μm動いてしまい、数μm以下の径の微細な穴を開けることは不可能です。一方、共同研究グループが開発した手法では、1ナノ秒以下のレーザー照射時間で貫通穴を形成できるため、レーザー光を毎秒1mで走査したとしても、その間のレーザー照射位置の移動距離は1nm以下で、加工に全く影響を与えません。ガラス基板をレーザー光に対して相対的に移動することにより、すでに加工速度が毎秒3,000穴を達成しています(図4)。さらに高性能な加工ステージを用いることにより、毎秒10,000穴以上の加工速度も期待できます。
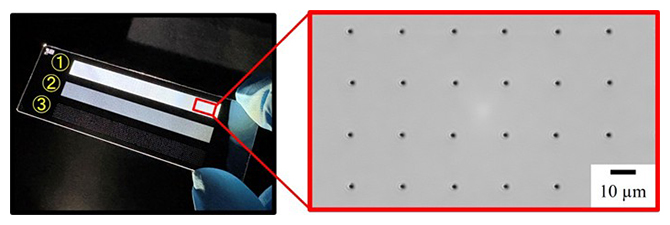
図4 多数の貫通穴の高速形成
毎秒3,000穴の加工速度で形成された2次元ガラス貫通穴アレイの光学顕微鏡写真。
①ピッチ20μm、穴数635,000個。②ピッチ100μm、穴数25,000個。③ピッチ500μm、穴数1,000個。
今後の期待
今回開発したGHzバーストモード超短ベッセルパルス加工技術により、ガラスに超高アスペクト比かつ高品質な微細貫通穴を超高速で形成することを実現しました。さらに水酸化ナトリウムを用いたエッチングと組み合わせることにより、穴径も自在に制御できます。また本技術は、ホウケイ酸ガラス以外に、石英ガラスやアルミノシリケートガラスなど他のガラスにも適用できます。本加工技術はガラスインターポーザ作製に革新をもたらし、次世代半導体デバイス製造に大きく貢献すると期待されます。
また本加工技術は、先端半導体デバイスの製造のみならず、電子機器、医療・バイオチップ、産業用部品などへの応用も見込まれます。
補足説明
- 1.アスペクト比
横と縦の長さの比率。ここでは、貫通穴の長さと穴径の比率を指す。 - 2.チップレット
大規模な一つの半導体デバイスを機能ごとに小さなチップに個別化し、複数のチップを単一のパッケージに集積化する高度なパッケージング技術。次世代の半導体設計手法として期待されている。 - 3.3次元実装
複数の半導体チップを垂直方向(縦方向)に積み重ね、インターポーザ([4]参照)を用いて高密度に接続・パッケージングする技術。 - 4.インターポーザ
半導体チップとパッケージ基板、あるいは半導体チップと半導体チップの間に配置され、複数の半導体チップを相互接続するための中間基板。 - 5.GHzバーストモード超短パルスレーザー
超短パルスレーザーは、パルス幅が数十フェムト秒(1フェムト秒は1,000兆分の1秒)~数十ピコ秒のレーザー。通常の超短パルスレーザーは、レーザーパルスを一定の繰り返し周波数(最大数百kHz程度)で発振する。GHzバーストモード超短パルスレーザーは、GHzの繰り返し周波数で構成された数~数十個のレーザーパルス列を、一定の繰り返し周波数で発振する。 - 6.ベッセルビーム
回折しない光。通常のガウスビームをレンズを用いて集光すると、集光した後、伝搬(でんぱ)により直ちにビームが広がるが、ベッセルビームはビームが広がることなく集光径を保ったまま伝搬する。 - 7.低誘電損失
ガラスなどの絶縁体(誘電体)に交流電流が流れる際、電気エネルギーの一部が熱に変換されて損失が生じる(誘電損失)。低誘電損失とは、損失が低いことを指す。 - 8.アキシコンレンズ
片面が円すい形状をしたレンズ。ベッセルビームやレーザー光に対して垂直な面内強度分布がリング状のドーナツビームを生成するために用いられる。
研究支援
本研究は、文部科学省光・量子飛躍フラッグシッププログラム(Q-LEAP)「光量子科学によるものづくりCPS化拠点(研究代表者:石川顕一、JPMXS0118067246)」、科学技術振興機構(JST)経済安全保障重要技術育成プログラム「次世代半導体微細加工の基盤技術研究開発(研究代表者:緑川克美、JPMJKP24M1)」の助成を受けて行われました。
会議情報
- Koji Sugioka, Shuntaro Tani, Yuhei Miyahara, Ryosuke Yaginuma, Toshinori Okada, "Ultrahigh-speed drilling of glass through-holes by fs Bessel pulses in GHz burst mode", The 27th International Symposium on Laser Precision Microfabrication (LPM 2026).
LPM2026 - International Symposium on Laser Precision
発表者
理化学研究所
光量子工学研究センター
先端レーザー加工研究チーム
チームディレクター 杉岡 幸次(スギオカ・コウジ)
光励起デジタルツイン理研ECL研究チーム
理研ECL研究チームリーダー 谷 峻太郎(タニ・シュンタロウ)
株式会社エンプラス研究所 研究部
次世代技術研究室
研究員 宮原 勇兵(ミヤハラ・ユウヘイ)
(理研 光量子工学研究センター 先端レーザー加工研究チーム 客員技師)
研究員 栁沼 涼祐(ヤギヌマ・リョウスケ)
(理研 光量子工学研究センター 先端レーザー加工研究チーム 客員技師)
生産技術研究室
グループ責任者 岡田 俊範(オカダ・トシノリ)
 杉岡 幸次
杉岡 幸次
 宮原 勇兵
宮原 勇兵
発表者のコメント
2023年9月にインテルが次世代半導体デバイスのパッケージ技術として、ガラスコア基板を2020年代後半から量産導入する方針を表明して以来、ガラス穴開け加工技術の開発競争が世界中で激化しています。レーザー加工が最も有力な手法と期待されていますが、加工速度や加工品質においてまだ多くの課題が残されています。今回の研究成果は、既存の加工技術の性能、さらには次世代半導体デバイス製造に要求される仕様をはるかに凌駕(りょうが)するものであり、将来的に、次世代半導体デバイス製造における卓越した基盤技術を提供するものと期待しています。(杉岡 幸次)
光量子工学研究センターでは、GHzバーストモードを使用したレーザー加工を得意としているため、興味本位でガラス加工にGHzバーストモードを使用してみたいと伝えたところ、快く承諾を頂き実験することができました。しかし、GHzバーストモードは、実験条件が無数に跳ね上がるため、加工を行っても何が起きているか分かりませんでしたが、どの条件を優先して見るべきか、条件の調整方法、過去の結果からこの条件が効く可能性が高い、などアドバイスもあったことから今回の研究成果を得ることができました。この場をお借りして感謝申し上げます。(宮原 勇兵)
報道担当
理化学研究所 広報部 報道担当
お問い合わせフォーム
株式会社エンプラス 事業開発本部 広報担当
Tel: 048-229-8803
Email: bdinfo@enplas.com